
Гравитационное литье: выбор правильного процесса для вашей детали
Столкнувшись с выбором решений для литья конструкций, многие люди часто задаются следующими вопросами: «литье под давлением или гравитационное литье ?» «Литье в песчаные формы дешевле?» « Какие детали подходят для гравитационное литье ?»
К счастью, LVXUN имеет богатый производственный опыт в этих трех методах литья. Мы много лет стремимся предоставлять нашим клиентам высококачественные отливки. Если вы хотите получить более профессиональную консультацию, вы можете связаться с нами в любое время.
Конечно, эта статья в основном знакомит с гравитационное литье , но, прочитав ее, вы также получите некоторое представление о литье в песчаные формы и литье под давлением, и сравнительный анализ этих процессов поможет вам выбрать правильный процесс. Ниже будет формальная литература:
1.Что такое гравитационное литье ?
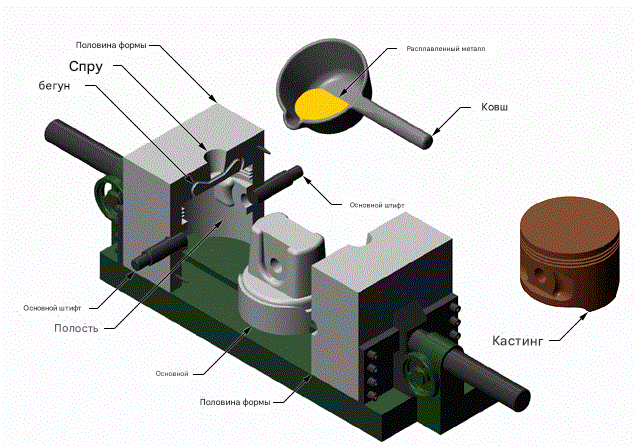
Гравитационное литье — это процесс формования металла, который использует гравитацию расплавленного металла для заполнения формы. Это один из традиционных методов литья. Его основная особенность заключается в том, что он не требует внешнего давления и полагается только на гравитацию расплавленного металла для завершения заполнения, затвердевания и формования.
Гравитационное литье отличается от литья, которое основано на внешней силе (например, литье под давлением основано на давлении, а центробежное литье основано на центробежной силе). Гравитационное литье основано на естественном падении, что позволяет металлу полностью заполнить форму, а процесс формования не требует дополнительного давления.
Типы гравитационное литье
Для ознакомления будут представлены два типа: традиционное литье в кокиль ( также известное как литье в постоянные формы) и инновационное литье в наклонную форму (также известное как литье в наклонную форму).
(1) Гравитационное литье в металлические формы :
Многоразовые металлические формы обеспечивают более высокую точность размеров и лучшее качество поверхности для среднесерийного производства.
(2) Наклонное литье, гравитационное литье :
Наклонная литейная форма заливает расплавленный металл в наклонном состоянии, что помогает снизить турбулентность и окисление, а также улучшить качество литья. Часто используется при производстве тонкостенных деталей или деталей высокой точности.
2. Процесс гравитационное литье
[Подготовка формы]
↓
Используйте металлические формы, предварительно нагрейте их до соответствующей температуры и нанесите разделительные составы для улучшения качества литья и эффективности извлечения из формы.
[Плавка сплава]
↓
Металлическое сырье (например, алюминиевый сплав, медный сплав и т. д.) плавится в плавильной печи, а шлак и газ удаляются.
[Литье металла]
↓
Расплавленный металл заливается непосредственно из ковша в изложницу самотеком без создания давления, при этом скорость заливки контролируется для предотвращения попадания воздуха.
[Охлаждение и затвердевание]
↓
Металл естественным образом охлаждается в форме, образуя желаемую форму отливки, а регулирование скорости охлаждения позволяет оптимизировать организационные свойства.
[Открыть форму и вынуть детали]
↓
После того как отливка остынет до определенной температуры, откройте форму и выньте отливку, чтобы проверить ее целостность и отсутствие прилипания к форме.
[Чистка и резка]
↓
Снимите литник, стояк, затвор и другие прикрепленные детали, очистите поверхность от окислов и остатков.
[Термическая обработка (при необходимости)]
↓
Старение, обработка твердым раствором и т. д. проводятся в соответствии с требованиями к материалу и его эксплуатации для улучшения механических свойств.
[Последующая обработка и проверка]
↓
При необходимости выполняется механическая обработка, например фрезерование и сверление, а также проводятся проверки качества, такие как контроль размеров и дефектоскопия.
[ Хранение готовой продукции ]
↓
Квалифицированные отливки, отлитые методом гравитационного литья, классифицируются и упаковываются, готовы к хранению или доставке заказчикам.
3. Гравитационное литье , литье под давлением, литье в песчаные формы — какой из этих трех процессов следует выбрать?
гравитационное литье , литья под давлением и литья в песчаные формы:
(1) По сравнению с литьем под давлением:
Литье под давлением требует специального оборудования высокого давления и точных форм. Металлическая жидкость быстро заполняет полость благодаря высокой скорости и высокому давлению . Этот процесс подходит для структурных деталей с серийным производством и сложными тонкостенными требованиями . Например , тонкостенные детали, такие как корпуса мобильных телефонов и корпуса двигателей, очень подходят для литья под давлением.
Но следует отметить, что для литья под давлением обычно используются определенные алюминиевые сплавы (например, ADC12), которые не подходят для термообработки и имеют риск пористости в готовом изделии. Литье под давлением может подвергаться термообработке, например, сплав A356 может получить лучшую прочность после термообработки, что подходит для несущих конструкционных деталей.
(2) По сравнению с литьем в песчаные формы:
Формы для литья в песчаные формы являются одноразовыми песчаными формами, которые подходят для пробного производства и мелкосерийного производства крупных или сложных деталей, но их размерная точность и качество поверхности плохие, а однородность отливок также низкая. Гравитационное литье использует металлические формы, которые имеют высокую повторяемость и лучшее качество поверхности и подходят для средних партий и сценариев применения, требующих размерной точности.
краткое содержание:
Подводя итог, можно сказать, гравитационное литье — это процесс, который находится между недорогим литьем в песчаные формы и высокоэффективным литьем под давлением. Он имеет высокую производительность затрат и хорошую стабильность процесса. Если вы стремитесь к средней производительности, средней стоимости и высокому качеству поверхности, то гравитационное литье для производства ваших деталей.
Если вы все еще немного запутались, вы также можете сравнить содержание, которое будет представлено ниже, чтобы узнать, доступны ли ваши детали. Если это так, больше не нужно об этом беспокоиться. Выбор гравитационного литья — это правильное решение. Если ваших деталей нет в наличии, вы можете проконсультироваться с профессиональными инженерами LVXUN. Мы дадим вам профессиональные ответы и предоставим высококачественные комплексные услуги.
4. Какие типы деталей подходят для гравитационное литье?
Гравитационное литье широко применяется при изготовлении деталей средней сложности, со средними требованиями к прочности и высокой точностью размеров, особенно в следующих категориях:
(1) Автомобильные детали:
Головки цилиндров, кронштейны подвески, поворотные кулаки, ступицы колес и т. д. Эти детали требуют определенной плотности и прочности, а их формы не слишком сложны.
И есть еще один момент: как мы уже упоминали выше, литье под давлением можно подвергать термической обработке по сравнению с литьем под давлением , и оно подходит для использования в автомобильной промышленности, где речь идет о конструкционных деталях, которые должны выдерживать определенную нагрузку.

(2) Авиационные и аэрокосмические структурные элементы:
Литые детали A356-T6 часто используются в кронштейнах, оболочках, кольцах сидений и других деталях небольших самолетов . Они легкие по структуре и умеренные по стоимости. Контролируя пористость и координируя процесс термообработки, они могут полностью соответствовать требованиям качества и безопасности аэрокосмической промышленности .
(3) Инженерное оборудование и гидравлические детали:
Самым важным моментом в отношении корпуса насоса, корпуса клапана и гидравлических соединений является то, что детали должны быть достаточно прочными, чтобы без проблем использоваться в жидкостной среде под высоким давлением в течение нескольких лет.
(4) Потребительское оборудование длительного пользования:
Детали мотоциклов, рамы велосипедов из алюминиевого сплава, детали небольших двигателей и т. д. Эти детали должны обладать хорошими механическими свойствами.
краткое содержание:
В целом, гравитационное литье является идеальным способом изготовления деталей, для которых требуются средние объемы, высокая однородность, хорошие механические свойства и возможность последующей обработки.
5. Гравитационное литье имеет преимущества при формовании толстостенных и специальных по форме конструкционных деталей.
Мы все знаем, что литье под давлением хорошо подходит для изготовления тонкостенных деталей. Так какой же процесс литья подходит для изготовления толстостенных деталей?
Гравитационное литье использует расплавленный металл, который естественным образом течет в полость формы под действием силы тяжести, а затем охлаждается и затвердевает в форме. Этот, казалось бы, «примитивный» метод показывает свою естественную адаптивность при обработке сложных толстостенных конструкций.
(1) Процесс естественного заполнения больше подходит для толстостенных и нестандартных деталей.
Благодаря более низкой скорости потока жидкого металла и более длительному времени свободного заполнения, гравитационное литье может лучше подходить для конструкционных деталей с большой разницей в толщине стенок и сложными внутренними полостями, а также уменьшать такие дефекты, как турбулентность и газоулавливание.
По сравнению с риском разбрызгивания металла и пористости, вызванным высокоскоростным струйным заполнением в процессе литья под давлением, процесс гравитационное литье более щадящий и стабильный.
(2) Малое напряжение в форме, способствующее стабильности размеров
В крупных отливках распространенными проблемами являются тепловое расширение и деформация при охлаждении формы. Гравитационное литье не зависит от привода высокого давления, форма имеет более низкое напряжение подшипника и медленный подъем температуры, что помогает улучшить размерную точность и повторяемость.
(3) Литье под действием силы тяжести часто характеризуется равномерной нагрузкой и хорошим контролем усадки.
Сложные структурные детали часто имеют толстые опорные части, тонкостенные переходные области и соединительные структуры большой площади. Если скорость охлаждения непостоянна, легко вызвать трещины, деформацию или дефекты усадки.
При выполнении литья металла методом гравитационное литье стояки и охладители целесообразно проектировать в толстостенных зонах, чтобы снизить риск усадки металла при литье.
Кроме того, длительное время затвердевания способствует равномерному охлаждению отливки , снятию концентрации термических напряжений и снижению вероятности деформации отливки.
6.Какие металлические материалы можно использовать для гравитационное литье ? Какой алюминиевый сплав является наиболее распространенным?
Гравитационное литье подходит для различных сплавов цветных металлов, включая алюминиевые сплавы , медные сплавы и другие металлы .
По сравнению с литьем под давлением, гравитационное литье имеет более широкую применимость к материалам из алюминиевых сплавов и позволяет использовать некоторые алюминиевые сплавы, которые невозможно отлить под давлением.
Основные материалы, которые можно использовать для гравитационное литье, включают:
(1) Алюминиевый сплав (наиболее часто используемый)
A356 (AlSi7Mg): Наиболее распространенный авиационный алюминиевый сплав с хорошей текучестью литья и высокой прочностью после термообработки.
A319 (AlSi5Cu3): обладает хорошей стойкостью к термическим трещинам и размерной стабильностью, подходит для деталей, работающих при высоких температурах.
A413 (AlSi12): Отличная текучесть, подходит для тонкостенных конструкций, но немного ниже по прочности, чем A356.
ZL101, ZL102 (китайский стандарт): широко используются в автомобилях, мотоциклах и механических конструктивных элементах.
535 (AlMg5Si): Отличная коррозионная стойкость, подходит для деталей морского и транспортного назначения.

(2) Медный сплав:
К наиболее распространенным относятся оловянная бронза и алюминиевая бронза, которые подходят для случаев, где предъявляются высокие требования к износостойкости и проводимости, например, для корпусов насосов, клапанов, седел электродов и т. д.
(3) Магниевые сплавы:
Хотя магниевые сплавы имеют низкую температуру плавления и высокую реакционную способность, их легкий вес также позволяет использовать их в небольших масштабах в некоторых легких приложениях .
краткое содержание:
Алюминиевый сплав A356 является одним из наиболее часто используемых литейных алюминиевых сплавов. Он широко используется в авиационных, автомобильных и промышленных конструкционных деталях из-за его хорошей текучести, производительности термической обработки и комплексных механических свойств.
7. Почему иногда выбирают гравитационное литье, а не литье под давлением?
Хотя литье под давлением является высокоэффективным и подходит для массового производства, оно не подходит для всех случаев. Ниже приведены типичные причины выбора гравитационное литье :
(1) Более гибкий выбор сплава:
Литье под давлением имеет большие ограничения по сплавам. Некоторые высокопроизводительные алюминиевые сплавы не могут быть отлиты под давлением, в то время как гравитационное литье может использовать почти все основные алюминиевые сплавы и поддерживает термическую обработку. Если вы хотите узнать, какие сплавы подходят для литья под давлением, вы можете обратиться к содержанию этой статьи, которая, я считаю, будет вам полезна.
Самым большим преимуществом гравитационное литье является то, что отливки можно подвергать термической обработке и они обладают превосходными механическими свойствами:
Литые детали имеют множество внутренних пор и склонны к расширению и растрескиванию во время термообработки; отливки, полученные методом гравитационное литье, имеют высокую плотность и повышенную прочность после термообработки, что делает их более подходящими для деталей, несущих нагрузку.
(2) Стоимость пресс-формы относительно низкая:
Формы для литья под давлением дороги, требуют больших первоначальных инвестиций и подходят для производства миллионными партиями; в то время как формы для гравитационное литье имеют умеренную цену и подходят для производства средними объемами — от тысяч до десятков тысяч изделий.
(3) Меньше внутренних дефектов:
Гравитационное литье позволяет легче получать конструкционные детали с низкой пористостью и высокой плотностью благодаря низкой скорости заливки и разумной конструкции вентиляции формы.
(4) Высокая адаптивность по размеру и толщине стенок:
Литье под давлением больше подходит для тонкостенных деталей, тогда как гравитационное литье больше подходит для деталей средней толщины и высоких требований к прочности конструкции. Каждый из этих двух процессов имеет свою собственную среду применения и производственные преимущества.
8.Подвести итог
Ни один процесс литья не является всемогущим. Будь то литье под давлением, литье под низким давлением, литье по выплавляемым моделям или гравитационное литье, о котором идет речь в этой статье, все они имеют свои преимущества и области применения, поэтому крайне важно выбрать правильный процесс литья и производителя для ваших деталей.
Благодаря вышеприведенному анализу мы знаем, что гравитационное литье подходит для конструкционных деталей, литья авиационного алюминия, автомобильных деталей и других областей. Экономическая эффективность и стабильность производительности, которые они воплощают, часто превосходят ожидания.
По-настоящему понимая его характеристики и применимые границы, вы сможете принимать более четкие и надежные решения при разработке продукта или выборе технологии. Кроме того, мы в LVXUN предоставим вам комплексные услуги по литью под давлением, литью под низким давлением, литью по выплавляемым моделям и гравитационное литье , а также создадим эксклюзивные производственные решения для ваших деталей .



What do you think?
[…] защиту, долговечность и комфорт. Ниже перечислены основные материалы, из которых изготавливается броня […]