

Формы для литья стекла: проектирование,производство и процессы обслуживания
Формы для литья стекла является основным компонентом в процессе формирования стеклянных изделий, и ее выбор материала, конструктивное исполнение и процесс производства чрезвычайно важны. Высококачественные формы для литья стекла могут не только повысить эффективность производства, но и продлить срок службы формы и снизить производственные затраты. В этой статье мы подробно рассмотрим выбор материала для формы для литья стекла, процесс проектирования, процесс изготовления, а также методы текущего обслуживания и ремонта, раскрывая их важную роль в производстве изделий из стекла.
1. Определение и значение формы для литья стекла
Формы для литья стекла является ключевым инструментом, используемым для производства стеклянных изделий, а ее дизайн и качество изготовления напрямую влияют на форму, точность размеров и качество поверхности стеклянных изделий. В современном промышленном производстве отличные характеристики формы являются основой для обеспечения эффективности производства и качества продукции. Формы для литья стекла формируют разнообразные сложные формы стеклянных изделий, точно контролируя поток и процесс охлаждения стеклянной жидкости. Поэтому проектирование и изготовление форм требует не только высокой степени профессиональных знаний, но и точной технологии обработки и богатого практического опыта.

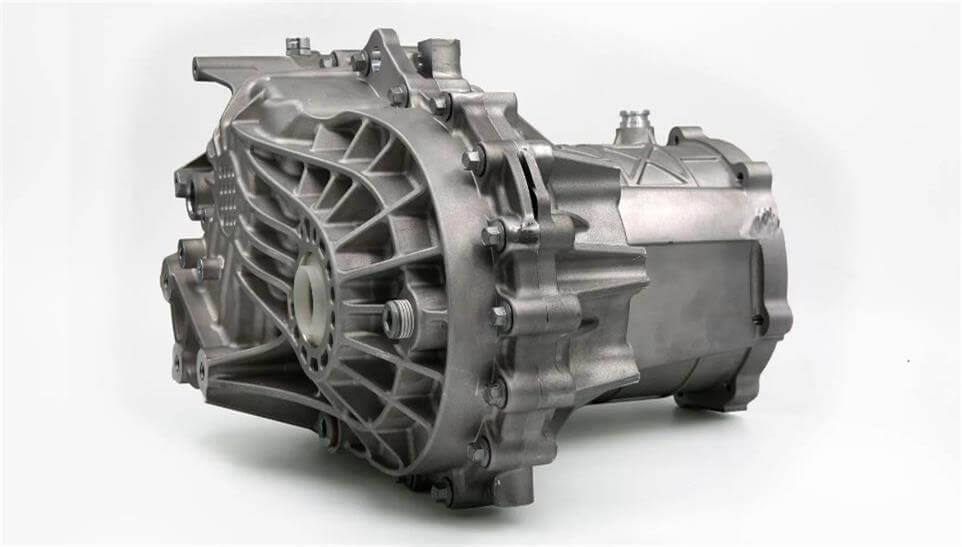
2. Применение форм в производстве изделий из стекла
В производстве стеклянных изделий формы используются в самых разных областях — от повседневной посуды до высокоточного оптического стекла. Например, при производстве стеклянных бутылок и банок формы определяют их форму и размер; при изготовлении стеклянных панелей формы обеспечивают плоскостность и равномерность толщины панелей. Кроме того, формы играют ключевую роль в производстве стеклянной посуды: точно контролируя поток и процесс охлаждения стеклянной жидкости, можно производить изделия сложной формы и высокой точности.

3.Выбор материала для формы для литья стекла
(1) Требования к материалам
Материалы для формы для литья стекла должны обладать отличной термостойкостью и стойкостью к тепловому удару, чтобы выдерживать экстремальные изменения температуры при нагревании и охлаждении стеклянной жидкости. Кроме того, материал должен обладать хорошей коррозионной стойкостью, чтобы противостоять эрозии химических веществ в стеклянном растворе. Механические свойства материала формы также являются одним из ключевых факторов, и он должен быть достаточно прочным и твердым, чтобы обеспечить стабильность и долговечность формы при длительном использовании.
(2) Общие типы материалов
Обычно для изготовления формы для литья стекла используются такие материалы, как чугун, ползучий чугун и нержавеющая сталь. Чугун широко используется из-за его хорошей рентабельности и свойств термообработки; перистальтический чугун подходит для производства более сложных или требовательных стеклянных изделий из-за его более высокой прочности и лучшей термостойкости; материалы из нержавеющей стали также используются в некоторых особых случаях из-за их отличной коррозионной стойкости.
(3) Разработка и применение новых материалов
С развитием материаловедения появляются новые материалы для изготовления форм. Например, керамические материалы постепенно используются в производстве высококлассных изделий из стекла благодаря их чрезвычайно высокой термостойкости и коррозионной стойкости. Композитные материалы, сочетающие в себе преимущества различных материалов для обеспечения лучших характеристик, также демонстрируют большой потенциал в производстве стеклянных форм.
Биметаллический композиционный материал — это вид металлического материала, образованного путем наслоения двух металлических материалов с соответствующими преимуществами производительности. Он имеет несравнимые с одним металлом эксплуатационные преимущества, то есть в зависимости от использования заготовки можно разумно спроектировать комбинации материалов, в полной мере использовать соответствующие эксплуатационные характеристики двух металлов, так что компоненты имеют особую производительность, чтобы адаптироваться к различным суровым условиям работы, продлить срок службы компонентов.
4. Технология проектирования формы для литья стекла
(1) Традиционные методы проектирования пресс-форм
Традиционное проектирование формы для литья стекла в основном опирается на опыт дизайнера и ручное черчение. Хотя этот метод может удовлетворить основные требования к проектированию, он имеет недостатки в виде низкой эффективности и низкой точности при работе со сложной конструкцией формы. Традиционный метод проектирования обычно требует нескольких пробных форм и модификаций для окончательной доработки конструкции формы, что не только удлиняет производственный цикл, но и увеличивает стоимость производства.
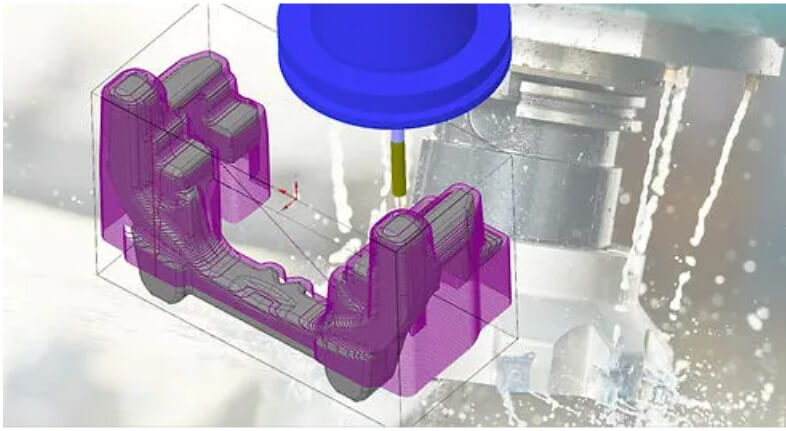
(2) Современная технология CAD/CAM
С развитием компьютерных технологий технология CAD/CAM стала основным инструментом для проектирования пресс-форм. Благодаря этим технологиям дизайнеры могут выполнять 3D-проектирование пресс-формы на компьютере, точно моделировать поток и процесс охлаждения стеклянной жидкости, чтобы оптимизировать структуру пресс-формы. Кроме того, технология CAM может напрямую использовать проектные данные для обработки и изготовления формы, что повышает эффективность производства и точность формы. Современная технология CAD/CAM не только повышает эффективность проектирования формы для литья стекла, но и сокращает количество пробных форм и модификаций, а также снижает производственные затраты.
(3) Технология конформного охлаждения
Технология конформного охлаждения в последние годы стала одной из главных инноваций в области проектирования пресс-форм. Благодаря созданию сложного контура охлаждающей воды внутри формы, охлаждающая жидкость может быть приближена к полости формы, что приводит к более равномерному и быстрому охлаждению. Эта технология значительно повышает эффективность охлаждения формы для литья стекла, сокращает производственный цикл, а также помогает улучшить качество и консистенцию стеклянных изделий.
5. процесс изготовления формы для литья стекла
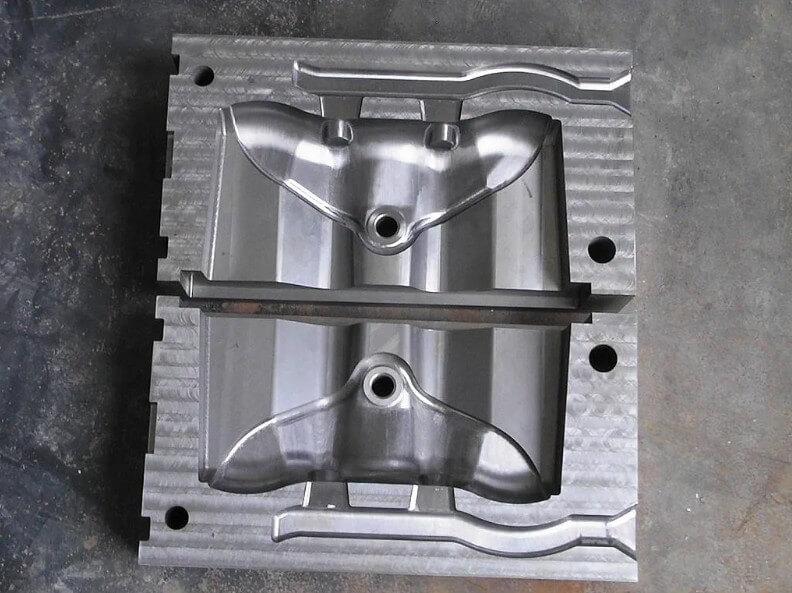
(1) Процесс литья
При изготовлении формы для литья стекла обычно используются такие методы литья, как литье в песчаные формы и точное литье. Литье в песчаные формы — это традиционный метод литья, который подходит для изготовления крупных или сложных конструкционных форм. Его преимуществами являются низкая стоимость и широкие возможности адаптации, но относительно низкая точность и качество поверхности.
Точное литье, с другой стороны, обеспечивает более высокую точность размеров и качество поверхности и подходит для производства форм с высокими требованиями к качеству. Точное литье позволяет значительно повысить точность и качество поверхности формы для литья стекла счет использования специальных материалов и процессов, что позволяет удовлетворить высокие требования к производству изделий из стекла.

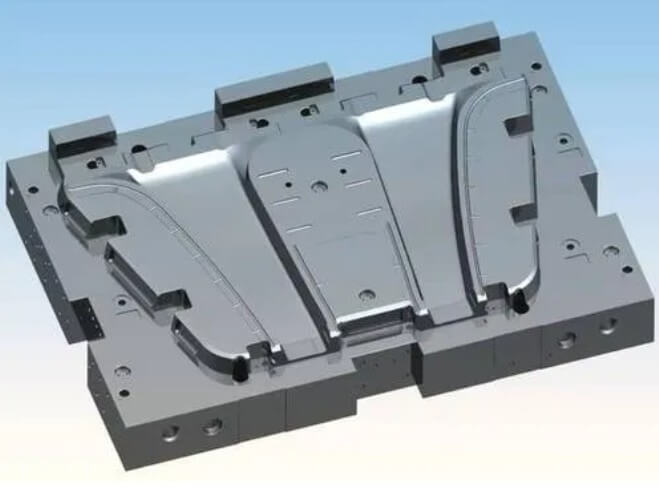
(2) Технология обработки
Обработка с ЧПУ и электроэрозионная обработка — это прецизионные технологии обработки, которые обычно используются при производстве пресс-форм и штампов. Обработка с ЧПУ осуществляется на станках с компьютерным управлением и позволяет точно обрабатывать формы сложной формы.
EDM, с другой стороны, подходит для обработки металлических материалов с высокой твердостью и особенно хорошо подходит для обработки мелких деталей и сложных полостей в формах. Совместное использование ЧПУ и электроэрозионной обработки позволяет значительно повысить точность и эффективность изготовления формы для литья стекла, обеспечивая качество форм и производственный цикл.

(3) Технология обработки поверхности
Технологии упрочнения поверхности и нанесения покрытий широко используются при изготовлении пресс-форм для повышения их эксплуатационных характеристик и срока службы. Упрочняющая обработка поверхности может повысить твердость и износостойкость поверхности формы с помощью физических или химических методов.
Технологии нанесения покрытий, такие как физическое осаждение из паровой фазы (PVD) и химическое осаждение из паровой фазы (CVD), позволяют сформировать на поверхности формы тонкую и твердую защитную пленку, повышающую устойчивость формы к коррозии и окислению. Технология обработки поверхности может не только продлить срок службы формы для литья стекла, но и повысить производительность и качество продукции.
6. Использование и обслуживание формы для литья стекла
(1) Установка и ввод в эксплуатацию пресс-форм
Правильная установка и ввод в эксплуатацию пресс-формы имеют решающее значение для обеспечения бесперебойной работы производственного процесса. В процессе установки требуется точное выравнивание, чтобы обеспечить точное соответствие формы и механического оборудования друг другу. На этапе отладки необходимо проверить, правильно ли работает система открытия и закрытия формы и система охлаждения, чтобы убедиться, что форма может производить квалифицированную стеклянную продукцию в соответствии с проектными требованиями. Установка и ввод в эксплуатацию формы для литья стекла требует не только профессиональных техников, но и точных измерительных инструментов и оборудования для обеспечения точности установки и эффективности ввода в эксплуатацию формы.
(2) Текущий уход за пресс-формами
Для поддержания формы для литья стекла в хорошем состоянии и продления срока их службы необходимо регулярное техническое обслуживание. Оно включает в себя регулярную очистку формы для удаления остатков стекломатериала и других загрязнений, а также регулярную смазку движущихся частей для обеспечения плавного хода формы. Кроме того, необходимо регулярно проверять работу формы, чтобы своевременно выявлять и устранять возможные проблемы.
(3) Распространенные неисправности и методы ремонта формы для литья стекла
1) Треснувшая или разбитая поверхность формы
Причина: усталость материала, неправильная эксплуатация или обслуживание.
Метод ремонта: прекратите использование формы и проведите профессиональную оценку. Если его можно отремонтировать, используйте сварку или клей для замены; если его нельзя отремонтировать, необходимо заменить соответствующие детали или заменить форму целиком.
2) Деформация формы
Причина: долгое время выдерживания высокой температуры и давления, недостаточная прочность материала пресс-формы или непродуманная конструкция системы охлаждения.
Методы ремонта: улучшить систему охлаждения, увеличить канал охлаждения или оптимизировать распределение охлаждающей воды; для деформированных форм можно отремонтировать их путем механической обработки или восстановить путем термообработки.
3) Коррозия формы
Причина: Эрозия материала формы под воздействием химических веществ, содержащихся в стеклянном растворе.
Метод ремонта: Используйте антикоррозийные материалы или антикоррозийную обработку поверхности формы, например, никелирование или специальную технологию нанесения покрытия.
4) Плохая вентиляция формы
Причина: Нерациональная система выхлопа или засорение выхлопных отверстий при проектировании формы.
Метод ремонта: оптимизируйте конструкцию пресс-формы, увеличьте выпускное отверстие или выпускную щель; регулярно очищайте выпускное отверстие, чтобы обеспечить бесперебойную работу выпускной системы.
5) Износ пресс-формы
Причина: Износ, вызванный трением между поверхностью формы и стеклянной жидкостью после длительного использования.
Методы ремонта: регулярный осмотр и обслуживание поверхности формы, использование технологии упрочняющей обработки поверхности, такой как азотирование или хромирование, для повышения износостойкости; при серьезном износе форма может быть отремонтирована или заменена.
7. Резюме
Одним словом, разработка, изготовление и обслуживание формы для литья стекла — это сложный и тонкий процесс, требующий технической поддержки из различных источников. Только в каждом аспекте совершенства, в целях производства высококачественной формы для литья стекла, для производства стеклянных изделий, чтобы обеспечить надежную гарантию.


What do you think?
[…] Блок цилиндров из серого чугуна: обычно используется процесс литья в песчаную форму. Литье в песчаные формы подходит для деталей сложной формы, и более низкая стоимость, подходит для массового производства. […]